TitreAvant-propos
|
| Les interviews |
| Liens |
| Auteur |
Enfer ou purgatoire:
trois épopées industrielles sous la loupe
Analysons maintenant trois cas, fort différents, d’«aventures industrielles»: le premier cas (Perrin Machines) a trait à une fabrique de machines-outils n’ayant pas su négocier à temps le virage des techniques nouvelles, le deuxième concerne une fabrique de machines-outils ayant réussi à prendre ce virage mais n’ayant pu obtenir de capital relais pour la poursuite de son développement (Tavannes Machines), le troisième (SIP), décrivant l’agonie, la quasi disparition, puis la résurrection d’une fabrique de machines-outils qui a finalement réussi à renouer avec le succès, après diverses péripéties,
Premier cas
Lorsque le financement
n’est pas au rendez-vous
En 1895 est créée à Tavannes une manufacture de montres appelée Tavannes Watch Co S.A., qui s’établit dans de rustiques locaux loués. Dès 1901, après la construction de l’usine principale (20'000 m2 de surfaces de locaux), un important département mécanique y est intégré, employant une trentaine de mécaniciens, chargés de construire les machines spéciales, posages, outils et autres dispositifs techniques nécessaires à la fabrication en séries des composants horlogers, de même que pour la mise au point et la fabrication d’instruments de mesure dimensionnelle de précision, appelés micromètres.
Des machines et des instruments de mesure
En 1918 est inaugurée à proximité immédiate une usine séparée, réalisée dans le même style, hébergeant dorénavant les activités «machines» et «instruments de mesure» qui ont pris passablement d’importance. Sont notamment produits au début, dans cette nouvelle unité, des tours d’horlogers destinés à la commercialisation, en plus des machines spécifiquement développées pour les besoins propres de la manufacture de montres.
Entre 1900 et 1930, plus de 2000 machines-outils sont de la sorte produites et commercialisées dans la nouvelle usine appelée Tavannes Machines Co., partie intégrante du groupe Tavannes Watch Co., lequel comprend en outre à cette époque une manufacture de boîtes de montres à Undervelier (Jura), des ateliers à Genève (Tavaro - mécanismes de fusées d’obus), ainsi que d’autres établissements sis à la Chaux-de-Fonds, au Locle et à Lajoux, soit en tout quelque 2000 collaborateurs. Le groupe devient, au fil des ans, la plus importante manufacture de montres d’Europe. En 1928, diversification réussie avec la fabrication de pompes à viscose, en collaboration avec Stüdeli & Cie (Winterthur), fabricants de poudres, compounds et articles en plastique.
Tour automatique multibroches
C’est en 1931 que la «TMCO» (comme on appelle dès lors familièrement Tavannes Machines Co.) lance la fabrication d’un tour automatique multibroches vertical à six stations, appelé Gyromatic, actionné par des systèmes à cames, conçu pour l’usinage de pièces décolletées à partir de barres de matière aux diamètres maximums 25, 40 et respectivement 60 mm. L’originalité: la machine est disposée verticalement, les barres de matière se chargeant par le haut, ce qui constitue une solution à la fois ingénieuse (les barres descendent par gravité) et compacte (le ravitailleur de barres ne prend pas de place au sol car il se trouve au-dessus de la machine, en disposition verticale). Une version à capacité de serrage de diamètre 140 mm en mandrin est par la suite mise au point, dotée de systèmes de chargement manuels ou automatiques, prévue donc pour l’usinage de pièces, non pas à partir de barres, mais à partir d’ébauches préalablement tronçonnées, matricées ou embouties.
A titre indicatif, de telles machines ont été par exemple vendues dans le sud-est asiatique au début des années 60 pour réaliser l’usinage intégral de «culs» de douilles d’obus d’artillerie et de DCA, sur la base d’ébauches en laiton produites par emboutissage profond. La machine était pourvue d’un chargeur automatique et fonctionnait de façon entièrement autonome. Les produits fabriqués sur ces machines à géométrie inédite, vont de la grosse horlogerie et de l’industrie de la boîte de montres à l’appareillage, sans omettre évidemment les industries de l’armement et de la munition (ce que l’on appelle actuellement pudiquement du «matériel de défense»). Ces machines rencontrent rapidement un succès mondial impressionnant. En 1938, la fabrique de machines se structure en société anonyme: et devient Tavannes Machines Co S.A.
Développement et évolution
Les nouveaux développements se poursuivent à un rythme soutenu. La direction d’entreprise, consciente de l’essor pris par la technique des matières plastiques, met avec succès sur le marché, en 1942, une presse transfert (multi-stations) automatique à mouler les plastiques thermodurcissants et en 1946 est mis au point un tour automatique monobroche à poupée mobile avec passage maximum de barre 40 mm, essentiellement destiné à la fabrication de pièces longues, telles qu’on en trouve par exemple dans les industries de l’armement, de l’instrumentation et de l’appareillage.
A cette époque, donc après la fin de la Seconde Guerre mondiale, Tavannes Machines est en pleine expansion, dorénavant avec son triple programme de vente: tours automatiques multibroches verticaux Gyromatic pour le travail en barres ou en mandrin (modèles STA et STE), presses transfert pour plastiques thermodurcissants (modèles C20/2, C72/8, puis C150/10 dès 1962) et tours automatiques horizontaux monobroches M25, M40 et M60, sans oublier le programme de mesure dimensionnelle de précision (micromètres en toutes variantes d’exécution), ainsi que la production de pompes à filer la viscose, une activité quasiment «increvable». La fabrique de machines compte alors plus de 300 collaborateurs et est particulièrement prospère.
En 1966, Tavannes Watch Co. S.A. (donc la manufacture de montres implantée sur le même site) est vendue au groupe horloger Ebauches S.A. et en 1979, Tavannes Machines acquiert la société Jall S.A. (Le Locle) qui emploie 35 personnes et construit de petites machines-outils spéciales (fraiseuses-perceuses de haute précision) pour l’horlogerie. Les activités de l’entreprise en question (laquelle conserve d’ailleurs son statut et son autonomie au sein du groupe) sont aussitôt transférées dans les locaux de Tavannes Machines, à Tavannes.
La commande CNC...
L’avènement de la commande numérique est symbolisé par la sortie du tour horizontal à poupée mobile MA-30 CNC (présenté en première mondiale à l’EMO 81 à Hanovre) et d’une gamme de petites fraiseuses, à commande CNC également, inspirées par le programme JAL. Sur la base de ces dernières est développé un centre d’usinage CNC pour pièces de précision, doté d’un changeur d’outils innovateur et d’une palettisation. Le virage vers les nouvelles techniques a été judicieusement négocié!
Début février 1986, le directeur général de l’époque, Pierre Graber, un ingénieur mécanicien, présente à la presse, en première mondiale, une cellule d’usinage, appelée TAM-30-TR CNC, regroupant avec une commande CNC unique, un tour MA-30 CNC et un centre d’usinage, avec toute la robotisation de manipulation: une réalisation révolutionnaire pour l’époque! Un reportage de l’auteur de ces lignes, consacré à cette réalisation, avait d’ailleurs paru dans le périodique I+T/RTS – Industrie et Technique - Revue Technique Suisse (No.6 du 26 mars 1986 - pp. 30 et 31). Avant même d’être présenté à la presse, le prototype est d’ores et déjà vendu à une entreprise italienne, filiale d’Honeywell, un géant mondial de l’électronique. Le succès semble assuré.
... et la fin de l’aventure
Bien que disposant de la capacité financière nécessaire et assuré d’un bon accueil sur le marché pour les nouveautés présentées, le Conseil d’administration d’alors, un peu dépassé par les événements car composé de personnes d’âge avancé, est guère désireux de procéder aux importants investissements préludant au lancement de la nouvelle gamme de produits CNC, ceci malgré un prototype vendu et des options d’achat pour la série à venir de ces systèmes de production avant-gardistes. En d’autres termes, c’est non pour une nouvelle épopée industrielle. De leur côté, les banques, tout aussi frileuses, ne sont guère enclines à dégager les crédits relais d’approvisionnement nécessaires aux acquisitions de fournitures et matières premières destinées au lancement des premières séries de cellules d’usinage. La messe est donc dite. L’entreprise, d’emblée à court de liquidités, est dès lors rapidement mise en situation de cessation de payement.
Les 23 et 24 janvier 1987, une grande vente de liquidation totale, organisée conjointement par Müller Machines et Intertool, portant sur l’important parc de machines, outillage et matériel divers des ateliers de fabrication, vient clore tristement cette belle aventure industrielle. Une l’annonce pleine page comportant l’inventaire complet des machines, accessoires et outillage, paraît d’ailleurs dans la revue industrielle MSM «Marché suisse des Machines» (édition 1/1987, p.48). Peu de temps avant le prononcé de la faillite, le stock de pièces en cours et de pièces de rechange du service après-vente des machines TMCO, les dessins d’ensemble et de détail, ainsi que le solde des presses et tours Gyromatic se trouvant au montage, sont attribués à Wisard Frères à Grandval (société simple en nom collectif liquidée en 2002), «for a song» comme diraient nos voisins anglophones: une opération qui fait jaser pas mal de monde à l’époque. Le programme de mesure dimensionnelle (micromètres) est repris par André Frei et Fils S.A. à Court, qui continue de le faire évoluer avec succès, toujours sous le nom de marque bien connu «Tavannes» qui a établi la réputation urbi et orbi de ces instruments de mesure de grande précision. Le programme Jall, quant à lui, est finalement acquis, après divers aléas, par le groupe Greub, de la Chaux-de-Fonds. Les machines de l’atelier de production, l’outillage et le matériel d’atelier sont dispersés lors de la vente aux enchères.
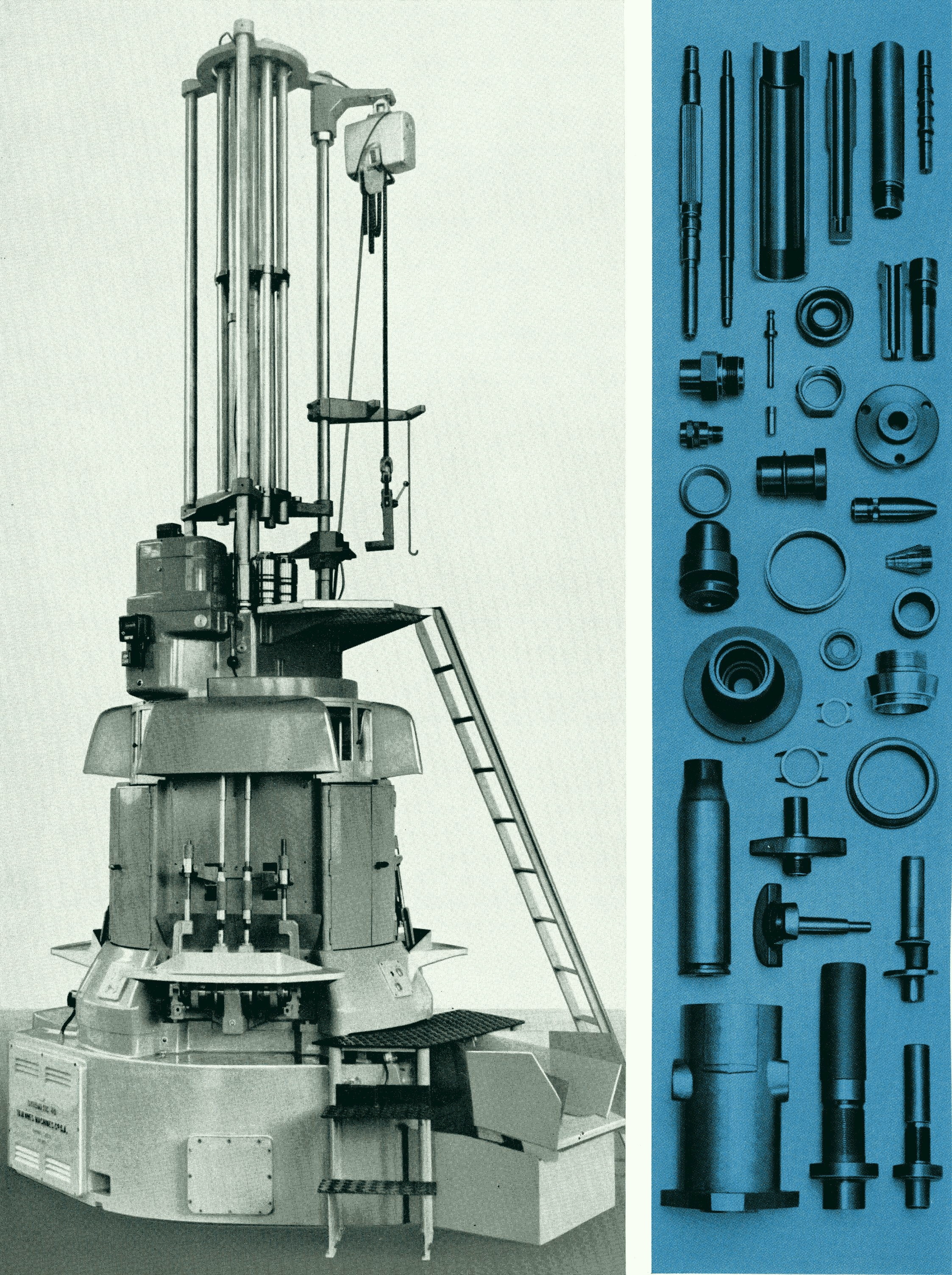 |
| Tour automatique multibroches Tavannes Gyromatic à disposition verticale (vers 1960). |
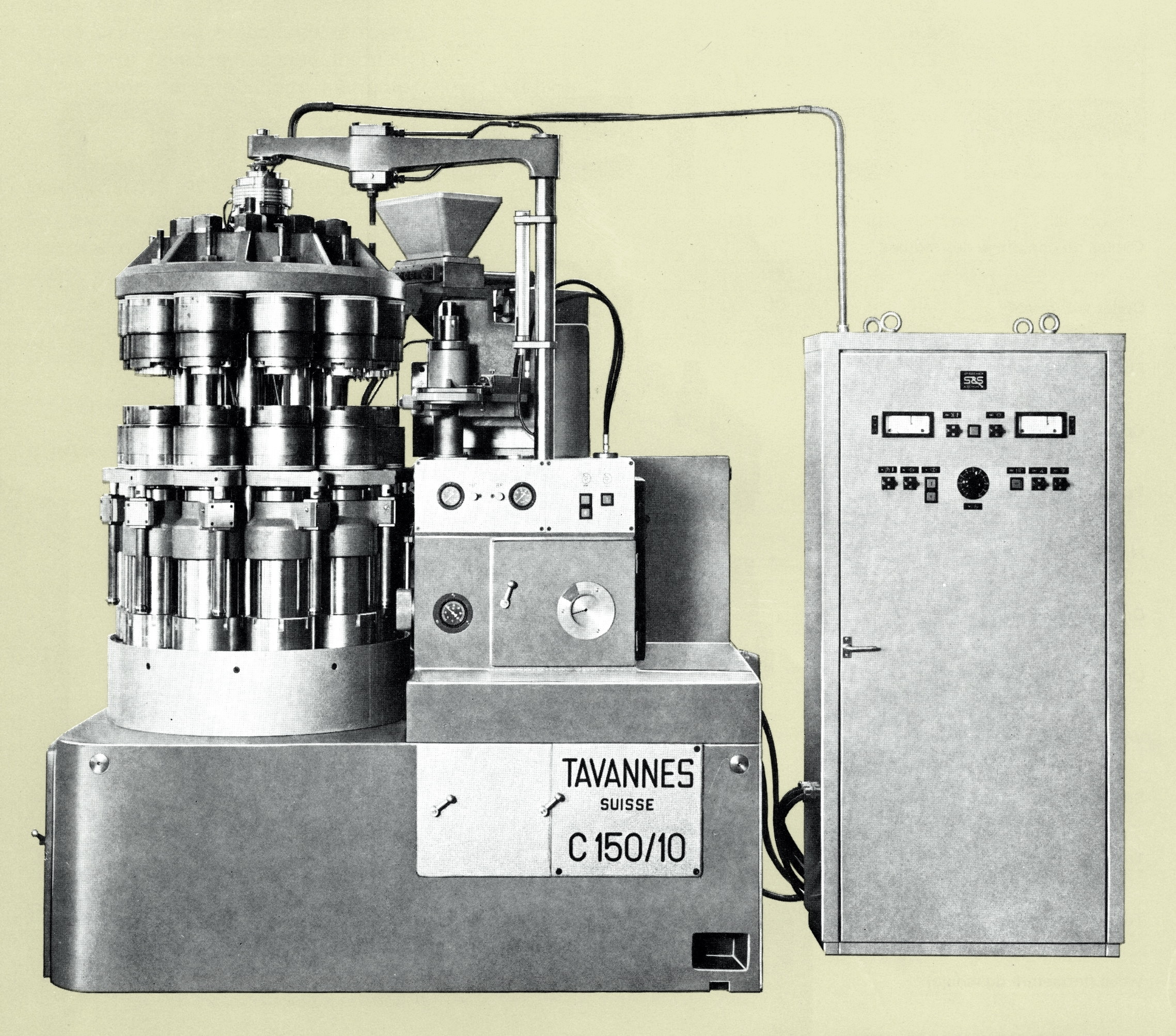 |
| Presse transfert Tavannes (10 stations) pour le moulage sous pression de plastiques thermodurcissants (vers 1963). |
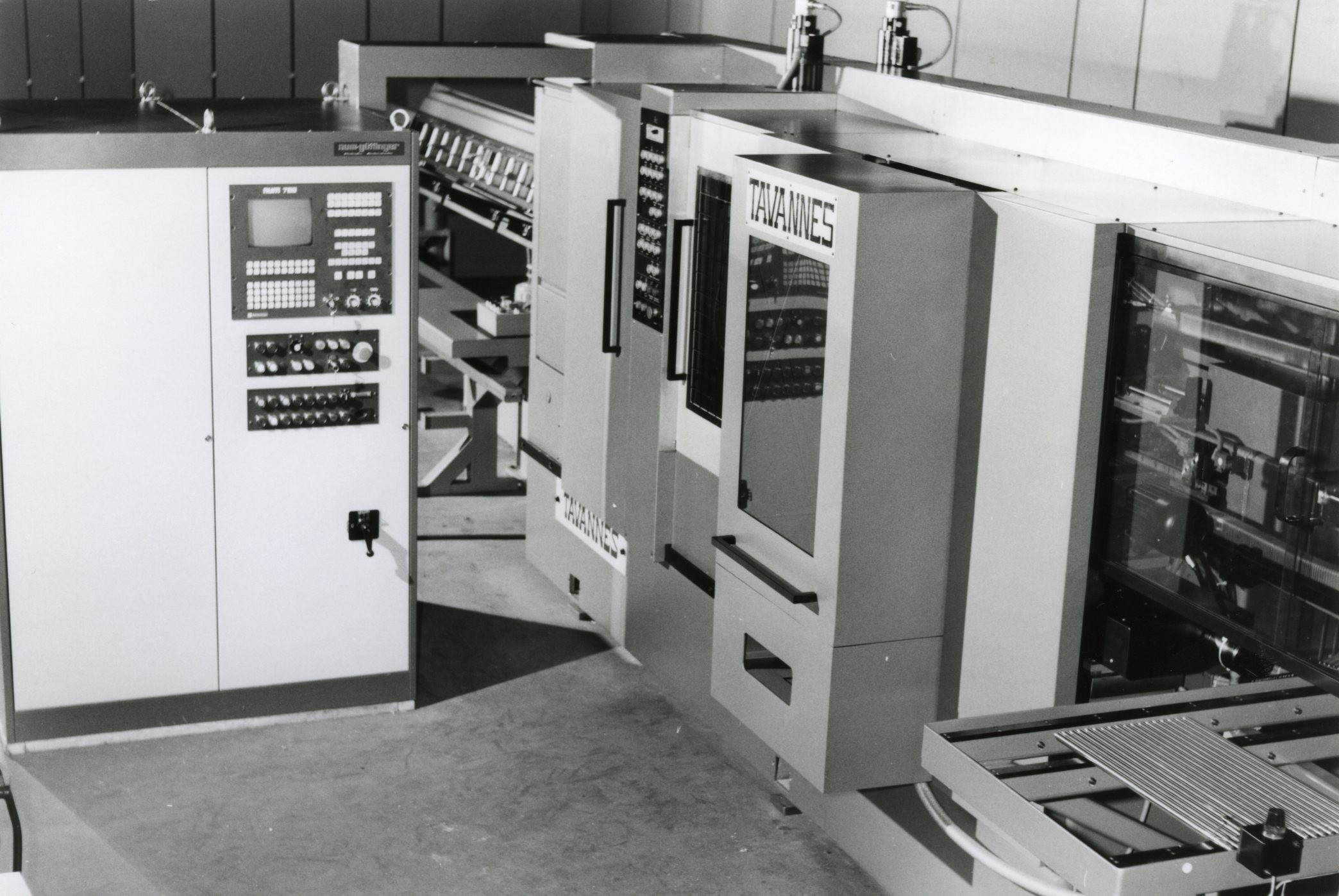 |
| Cellule d’usinage (tournage et usinage complet) Tavannes TAM-30TR-CNC (1986). |
 |
| Usine Perrin Frères SA en 1960. |
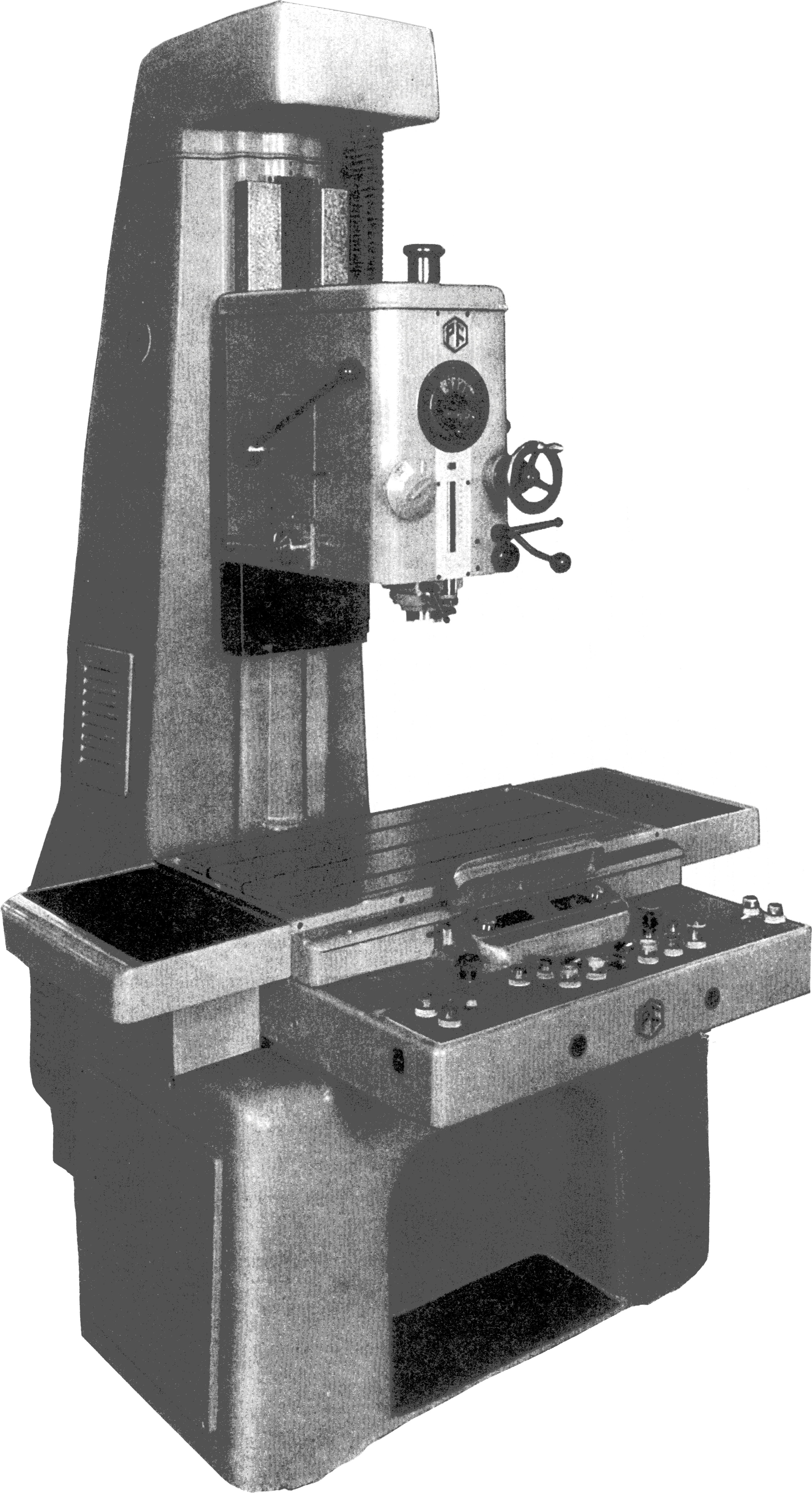 |
| Aléseuse-pointeuse verticale à coordonnées Perrin modèle AV4 (début années 60). |
Deuxième cas
Lorsque la technique n’évolue pas
En 1923, deux frères mécaniciens, Louis et Félix Perrin, reprennent un atelier au lieu dit «Le Coin du Moulin» à Moutier, où ils créent une société en nom propre, fabriquant des étampes de découpage pour pièces d’horlogerie. En même temps ils révisent ou transforment de petites machines-outils horlogères et mettent au point une machine à rouler les pivots de pignons d’horlogerie. Outre les deux frères associés, la société emploie deux mécaniciens et forme deux apprentis. A cette époque, on ne rechignait pas à former la relève! Après quelques difficultés initiales imputables au chômage important dans le secteur de l’horlogerie, ils emménagent en 1929 rue de la Gare dans une ancienne vannerie qu’ils transforment en atelier mécanique. Pour la petite histoire, il est intéressant de mentionner que Louis Perrin était également administrateur à la Compagnie privée des chemins de fer Moutier-Soleure et à ce titre, il lui arrivait parfois d’occuper le siège du mécanicien de locomotive.
Vers la construction de machines
Mais 1929, c’est aussi l’année du cataclysme boursier de Wall Street, suivi de la grande dépression mondiale des années trente. Après quelques essais d’industrialisation plus ou moins probants et parfois épiques (automate à trier la monnaie, machine à traire, changement de vitesse continu pour véhicule automobile), l’entreprise fabrique des gabarits et pièces détachées pour l’armement (notamment des gabarits et composants pour les fusils Lebel destinés à l’Armée française): nous sommes peu avant la Seconde guerre mondiale et ce genre d’affaires est particulièrement fructueux. Pour l’anecdote, les plus anciens de Moutier se souviennent encore du cas d’un petit industriel local trop rapidement enrichi qui épatait en fin de soirée son entourage au bistrot en allumant ses cigares avec des billets de banque préalablement enflammés. Un autre, auquel la fortune avait àgalement trop vite souri, avait la réputation sulfureuse de laver sa voiture au Champagne.
Mais revenons à Perrin Frères. En 1939, la société change de raison sociale, passant du statut de société en nom collectif à celui de société anonyme, Perrin Frères S.A., avec en outre l’apparition au conseil d’administration de Charles Perrin (prématurément décédé en 1956), un banquier qui fournit un apport financier autant important que bienvenu. Le virage est aussitôt pris vers la fabrication de machines-outils. D’abord des perceuses à colonne, puis des perceuses sur établi et sur socle, équipées le cas échéant d’une table en croix modèle TX-25. Ensuite une fraiseuse universelle à console est développée: le modèle PF1, par la suite appelée U1 suite à une plainte en plagiat déposée par le constructeur Deckel à Münich (une entreprise allemande commercialisant déjà un modèle concurrent appelé FP1, donc une marque déposée pré-existante au libellé quasiment similaire et pouvant de ce fait prêter à confusion). Son évolution, le modèle U0, est une fraiseuse universelle dotée de nombreux accessoires, qui est vendue en Suisse et ailleurs.
Du high-tech pour l’époque
Peu après la fin de la Seconde Guerre mondiale, des accessoires de machines-outils (tables circulaires, plateaux circulaires inclinables et plateaux sinus) sont développés. La fameuse table en croix, sous sa version primitive TX-25, est vendue en grandes séries chez Charmilles (actuellement Agie-Charmilles) pour équiper les premières machines d’électro-érosion, qui étaient alors encore à commande manuelle: aux connaisseurs d’apprécier le coup de main nécessaire aux opérateurs pour pouvoir tirer parti de ce genre de machine. De même, un tour à fileter et à charioter connaît un certain succès (tour parallèle à charioter et à fileter PF). L’usine est considérablement agrandie.
Dès 1956, après la réalisation d’un prototype peu convaincant (aléseuse-pointeuse AV0), mais avec plus de succès cette fois-ci, est développée une aléseuse-pointeuse verticale de haute précision, appelée AV1, équipée d’une table en croix (TX-40, évolution de la TX-25) et optionnellement d’une table circulaire (TC), toutes deux dotées de lecteurs optique lumineux Heidenhain permettant d’assurer de façon analogique la lecture intégrale des cotes selon les deux axes horizontaux et l’axe circulaire, avec une précision d’un micron pour la table en croix, respectivement d’une seconde d’arc pour la table circulaire. Une table circulaire inclinable (TCI) vient encore compléter la panoplie, de même qu’un plateau sinus et une foule d’accessoires. A cette époque, l’entreprise occupe environ 80 collaborateurs et les machines (fraiseuses et aléseuses-pointeuses) sont produites en séries importantes et exportées dans le monde entier.
Les aléas ultérieurs issus de l’aléseuse verticale AV1 (AV2, AV3 et AV4) sont dotés de systèmes de positionnement motorisés. Une version pour la rectification par coordonnées est également commercialisée. En 1957, une nouvelle usine est édifiée à la rue des Oeuches, toujours à Moutier, laquelle est agrandie en 1967, l’ancien établissement de la rue de la Gare ayant été abandonné peu après le décès prématuré la même année du cofondateur, Félix Perrin. En 1972, l’entreprise est vendue par les familles Perrin.
Après avoir appartenu un moment au groupe Vultier Machines S.A. (société de commerce de machines sise alors à Morges et tombée par la suite en faillite en 1995 après avoir emménagé dans un immeuble pharaonique), elle redevient une société industrielle indépendante, commercialisant la version RV-3, une machine à rectifier par coordonnées à 6 axes CNC, issue de l’aléseuse verticale AV3, ainsi que des machines de mesure par coordonnées basées également sur l’architecture des aléseuses verticales. Aucun développement notable n’est dès lors réalisé malgré l’adaptation de commandes numériques sur les machines existantes, et l’affaire commence à péricliter.
L’entreprise s’appelle dès lors Perrin Machines S.A. Dans le but d’arranger ses finances déclinantes, elle se met à commercialiser au milieu des années 80, avec plus ou moins de succès, des centres d’usinage à broche verticale, fabriqués subrepticement en Extrême-Orient et essentiellement exportés dans des pays de l’Est sous le label Perrin Machines S.A. La société amorce dès lors une rapide période de déclin et est définitivement radiée (en août 2001) du Registre du Commerce du Jura bernois–Seeland.
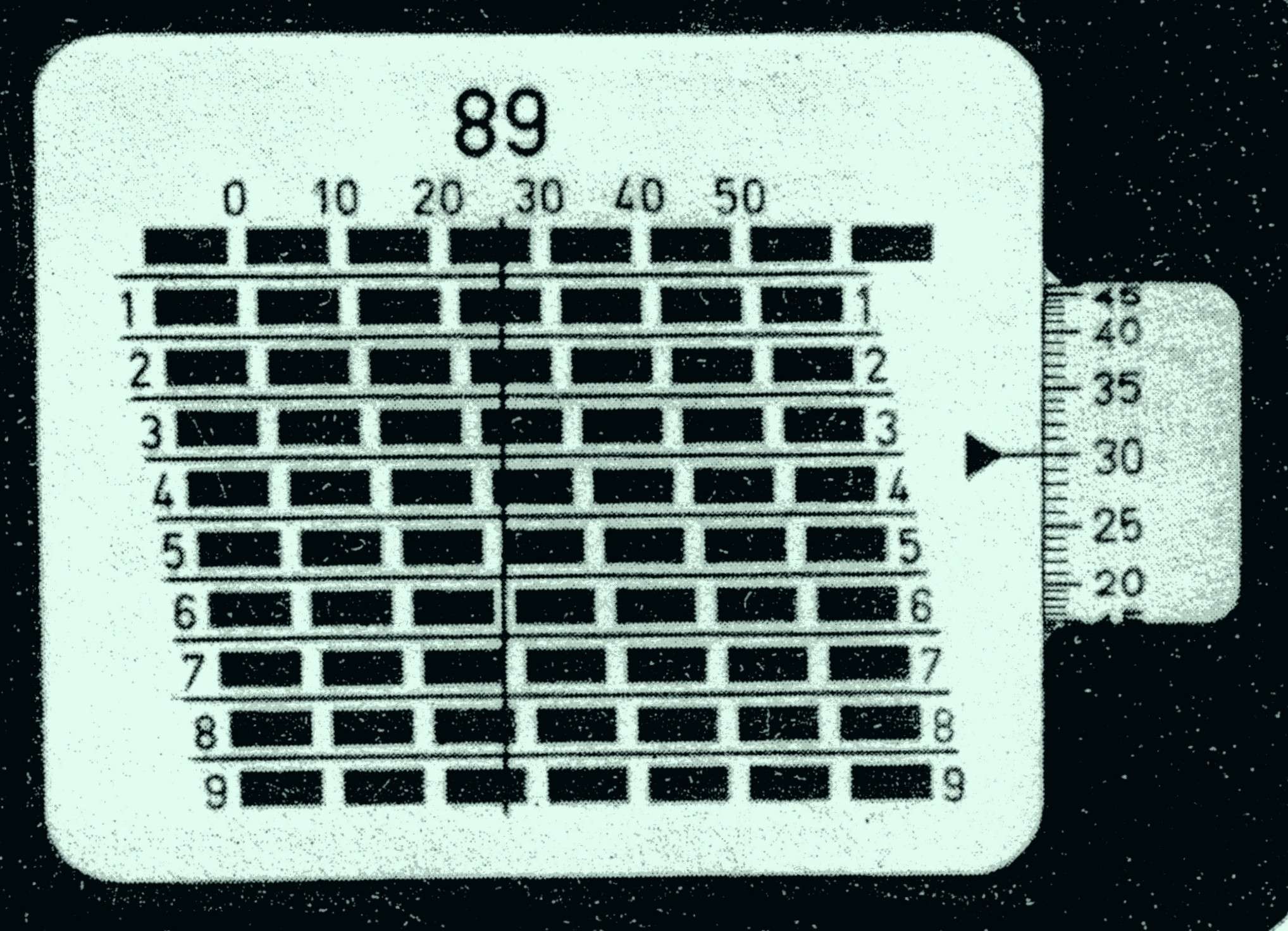 |
| Perrin: système de lecture optique directe de position, captant le micron, respectivement la seconde d’arc. |
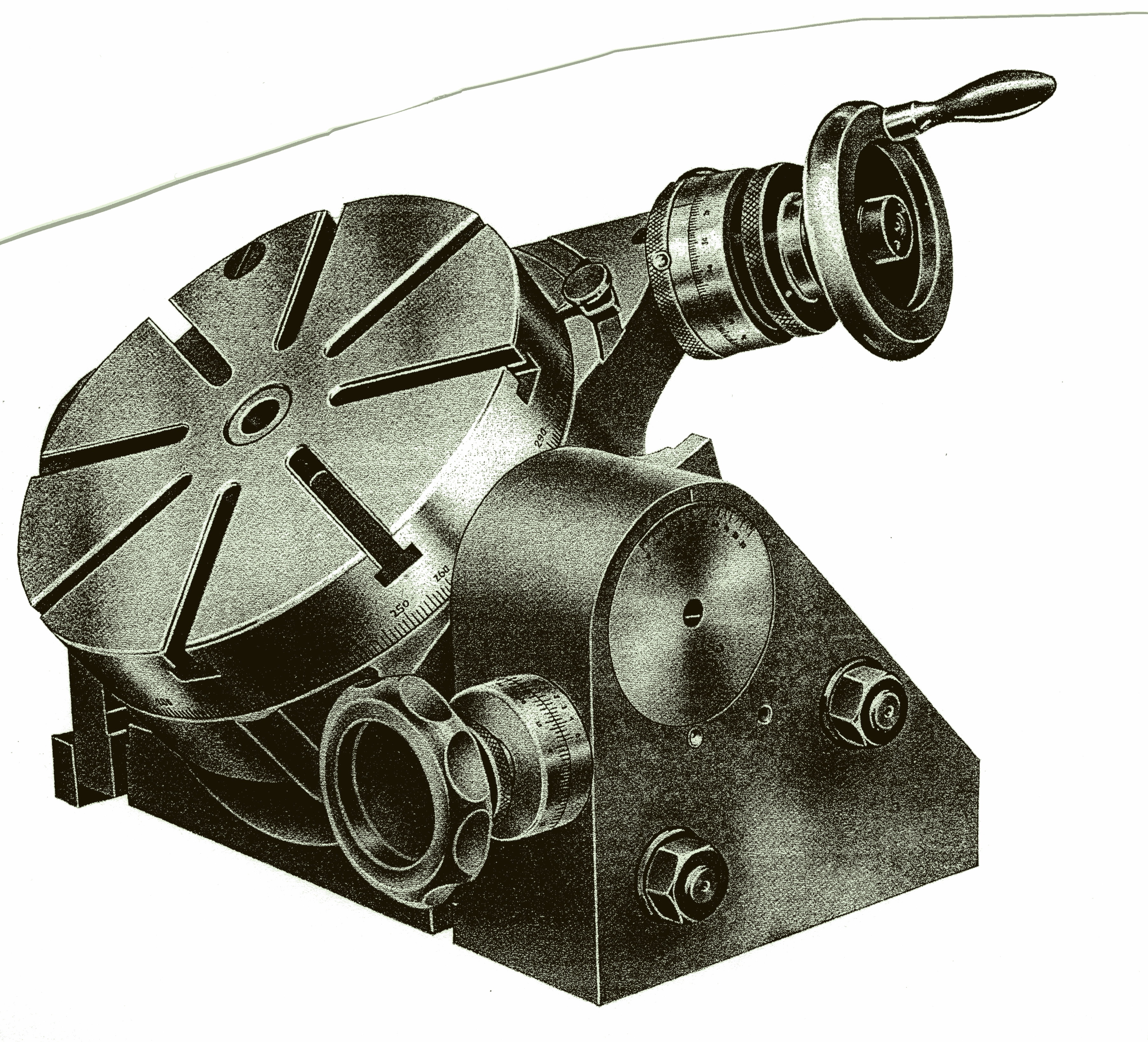 |
| Un accessoire de machine sorti en 1960: le plateau circulaire inclinable Perrin. |
Troisième cas
Lorsque la technique et le financement sont au rendez-vous
Bientôt 150 ans d’existence pour une entreprise industrielle genevoise mythique: la SIP. A l’origine, il s’agit d’un petit atelier de construction mécanique créé tout exprès pour répondre aux besoins variés des milieux scientifiques en matière d’instrumentation de précision, qui s’établit à Genève au milieu du 19e siècle. Depuis, pas mal d’eau a coulé sous les ponts. Au fil des temps, la «Société d’Instruments de Physique» de Genève est devenue au début du 20e siècle une fabrique de machines-outils de haute précision. L’appellation «SIP» signifie désormais «Société d’Instruments de Précision» et le constructeur genevois de machines est intégré depuis peu au groupe industriel helvético-allemand Starrag-Heckert, basé à Rorschach.
Retour en 1862, date précise de la fondation. Deux scientifiques genevois, Auguste de la Rive (savant botaniste) et Marc Thury (physicien) ouvrent en pleine ville de Genève un atelier mécanique de précision sous le nom de «Société genevoise d’Instruments de Physique», dont les initiales représentent l’acronyme SIP sous une forme stylisée qui reproduit plus ou moins une jauge métrologique, symbole d’ailleurs toujours actuel presque 150 ans plus tard, après une brève éclipse. Le but premier de la nouvelle entreprise est donc de mettre, à disposition des scientifiques, les appareils et accessoires mécaniques de haute précision nécessaire à la poursuite de leurs travaux de recherche.
Des débuts laborieux
Au début les clients sont rares et les réalisations plutôt éclectiques: une pompe à vide, un microscope à changement rapide d’objectif, un photomètre, un manomètre, une boussole pour repérer le sens du courant électrique, un pluviomètre... et même un appareil pour simuler les aurores boréales! En quelque sorte, c’est un peu le laboratoire du professeur Tournesol, de Nimbus ou de Dexter! Il est amusant, en relisant un ancien procès verbal, de constater que le conseil d’administration s’occupait même des plus futiles questions pratiques. Un exemple: la discipline se relâchant à l’atelier, il fut proposé d’ouvrir une trappe dans le plancher du premier étage pour pouvoir surveiller en douce les ouvriers ou en variante, de prévoir la pose d’un tube acoustique, afin que le chef d’atelier puisse écouter à sa guise les conversations du personnel!
Les premières réalisations pouvant préfigurer les machines-outils commencent de voir le jour déjà dès 1863. Il s’agit de machines à diviser linéaires, puis circulaires: donc des équipements techniques réalisant par gravure la graduation de règles de mesure métalliques. La précision générale, de 0,2 mm (deux dixièmes de millimètre) par mètre courant, est remarquable pour l’époque! En 1897, l’«invar» (un alliage de fer à forte teneur de nickel et qui ne se dilate pratiquement pas sous l’effet des variations de température) est découvert par Edouard Guillaume, de la Chaux-de-Fonds, natif de Fleurier et descendant d’une dynastie d’horlogers, par la suite récipiendaire du Prix Nobel de physique 1920. Ce matériau aux caractéristiques étonnantes est dès lors utilisé par la SIP pour la fabrication de mètres-étalons.
La SIP développe aussitôt une machine à diviser linéaire pour la division de mètres étalons en invar. La longueur de ces mètres étalons n’est que 50 centimètres, mais il est possible, en les réalisant avec une dimension très précise, de mesurer des valeurs jusqu’à 4 mètres de longueur par repositionnements successifs, ce qui permet de réaliser des répliques précises du mètre étalon pour la géodésie (dont le modèle de référence, en platine iridié, est déposé au Pavillon de Breteuil à Sèvres), et ceci avec une précision générale de l’ordre de 0,01 mm (un centième de millimètre) sur toute la longueur. Le mythe «SIP synonyme de précision» devient réalité. En 1936, la précision générale atteint même 1 micron (1 µm), soit 0,001 mm par mètre courant, pour les machines à graver.
Déjà des moments difficiles
Après des moments difficiles (imaginez un peu une entreprise industrielle gérée par des savants...), Théodore Turretini, ingénieur formé à l’«Ecole technique spéciale de Lausanne» (à l'origine institution privée vouée à la formation des ingénieurs, ancêtre de l’EPUL, devenue par la suite EPFL) et justifiant d’une expérience à l’étranger, devient en janvier 1870 directeur de l’entreprise. Dès lors, c’est la fin de l’empirisme. Une halle est édifiée, des mètres étalons sont construits en série pour différents offices de poids et mesures, l’outillage est perfectionné et des ouvriers sont recrutés.
En 1881 sort le principe d’une machine à diviser circulaire dont un prototype est d’ailleurs actuellement visible au local de réception de l’usine SIP actuelle à Meyrin. Après huit années d’efforts, l’équipement devenu opérationnel, prend le chemin de l’Observatoire de Genève. La marge d’erreur totale est de l’ordre de seulement quelques secondes d’arc.
C’est le début de l’épopée industrielle et par un heureux effet du hasard, c’est également l’époque du percement du tunnel du Saint-Gothard. Théodore Turretini, qui entretient de bonnes relations avec Louis Favre (ingénieur responsable des travaux), saisit aussitôt l’opportunité et reçoit la commande d’une centaine de compresseurs d’air, suite à la présentation probante d’un premier système prototype.
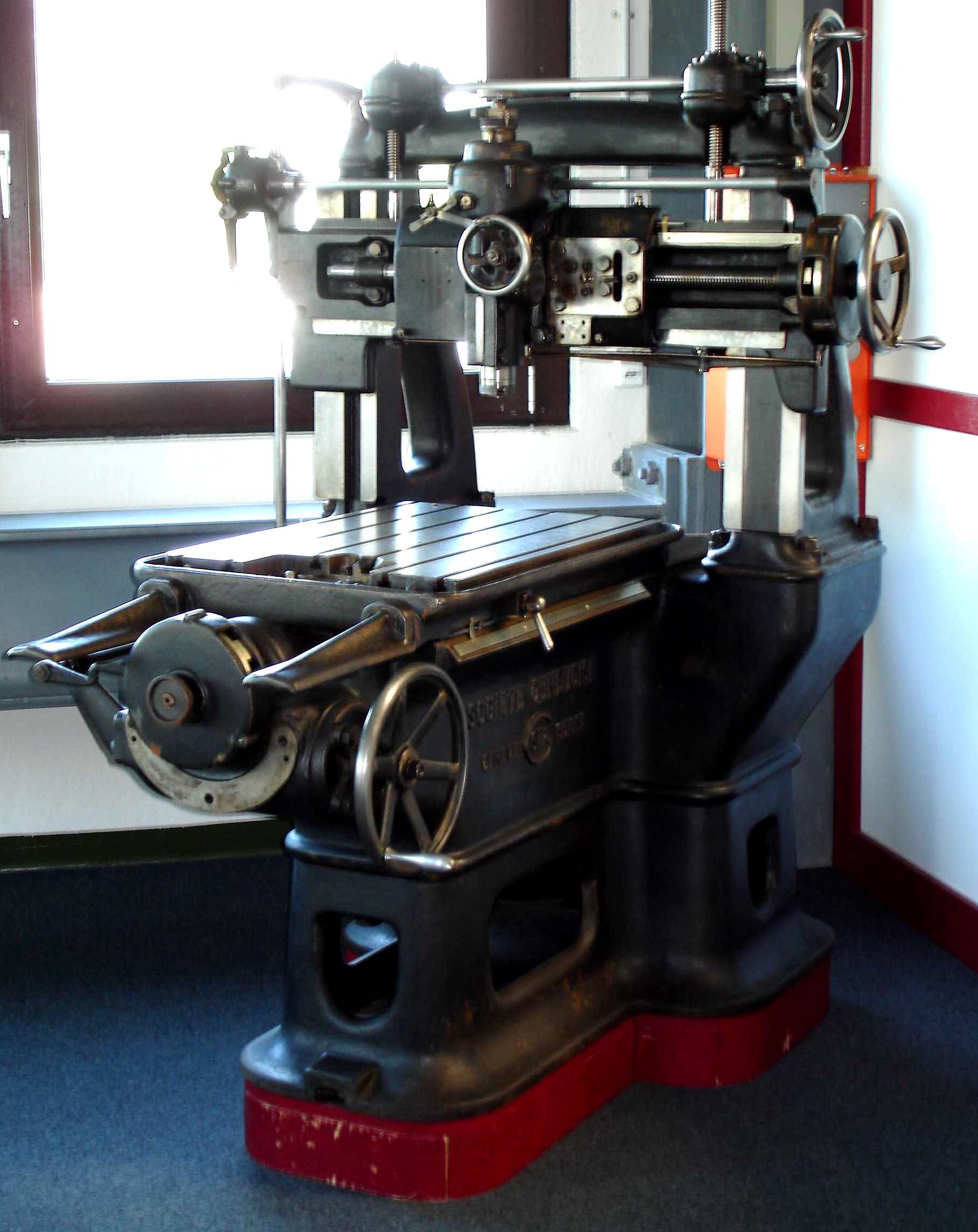 |
| Un ancêtre, la machine à pointer SIP MP-4, similaire à celle qui fut livrée en 1921 chez Brown Boveri. |
 |
| Une ligne de montage actuelle chez SIP SA à Meyrin-Satigny. |
 |
| Centre d’usinage actuel SIP 5000, à commande CNC. |
